1. Профиль отверстия, образов, смежными ручьями прокатных валков в рабочем положении и зазорами между ними, служит для придания задан, формы и размеров сечению раската. Обычно к. образуется двумя, реже - тремя и четырьмя валками. По форме к. могут быть простые - прямоуг., круглые, квадрат., ром-бич., овальные, полосовые, шестиуг., стрельчатые и фасонные - уголковые, двутавр., швеллер, и др. По конструкции, т.е. положению линии разъема, к. подразделяют на откр. и закр., по расположению на валках - откр., закр., полузакр. и диагональные. По назнач. - обжимные, вытяжные, черновые, предчистовые и чистовые к. Осн. эл-ты к. - зазор м-ду валками, выпуск к., разъем, бурты, закруглеиия, нейтр. линия. Типы к. приведены на рис. 2. Сменный технологич. инструмент, закрепл. на рабочем валке. 3. Бесшкаль-ный измерит, инструмент для контроля размеров, формы и взаимного расположения частей изделия сравнением размера изделия с к. по вхождению или степени прилегания их поверхностей:
балочный калибр- к. (1.) для прокатки черновых и чистовых двутавровых профилей. Используют б. к. прямые закр., откр., наклон, и универс. Обычно применяются двухвалковые, реже - универс. че-тырехвалковые б. к. Наиб, распростр. прямые закр. б. к. Откр. б. к. применяют в кач-ве разрезных и черновых при прокатке крупных двутавров. В наклон, б. к. катают двутавровые профили с уменьш. уклонами внутр. граней полок и большой высотой фланцев. В универс. б. к. прокатывают широкополочные двутавры крупных размеров и двутавры с па-ралл. полками. При прокатке облегченных двутавровых балок используют горизонт, рас-полож. диагон. б. к.-
вытяжной калибр- к. (1.) простой формы для уменьшения сечения и вытяжки (1.) раската при заданном чередовании двух или одного однотипного калибра. В ряде случаев в. к. придают раскату размеры, при к-рых начинается формирование заданного профиля. При прокатке простых профилей обычно являются черновыми калибрами. В кач-ве в. к. применяют прямоуг., квадрат., ромбич., овальные, шестигр. и др. калибры. В завис-ти от условий прокатки и треб, сечения раската в. к. располагаются в определ. послед-ти, назыв. системой вытяжных калибров-
диагональный калибр- закр. к. (1.) с диагон. (разным по высоте) распо-лож. разъемов. Д. к. обычно врезаются в валки с наклоном и используются при косой калибровке двутавр, профилей и рельсов. Горизонт, д. к. применяют при прокатке двутавр, профилей на непрерывных станах и зетовых профилей. Д. к. облегчает выход раската из валков, но создает нежелат. боковые усилия-
закрытый калибр- к. (1.), у которого линия разъема валков находится вне пределов его контура. 3. к. обычно применяют для прокатки фасонных профилей- у него, как правило, одна верток, ось симметрии-
Ребровой овальный калибр
ромбический калибр- к. (1.) ромбич. конфиг., врезанный в валки по малой диагонали. Расчет, размеры: С, = 5K/2sinp/2, В - В - Sa , высота с учетом закруглений
Ромбический калибр
Я, = Я, -2К(1 + l/ek2) -1), а = Я/Я, = = tgp/2, / = (0,15-нО,20)Я1, л, = (0,10+0,15)Я„ Р= 2(Я,2 + Я,2)2, в, = 1,2*2,5 (рис.). Р. к. используется в системе калибровок ромб-ромб и ромб-квадрат. Угол при вершине калибра р изменяется от 90 до 130°, с увелич. угла повыш. вытяжка в калибре, составл., в среднем, 1,2-1,3. Рекоменд. степень заполнения р. к. 0,8-0,9-
Стрельчатый квадратный калибр
стрельчатый квадратный калибр- к. (1.) с контуром квадрата с вогнутыми сторонами, врез, в валки по диагонали. Расчет, размеры: Вк = Я, = 1,41 С,- R = = (С,2 + 4Д2)/8Д- г = (0,15+0,20)С,- В = 5К-- (2/3)5. Площадь F = С,(С, + (8/3)Д), где Д - величина односторон. выпуклости, С, - сторона вписан, квадрата (рис.). Макс, размер стороны с. к. к. С^ = = С, + 2Д. С. к. к. применяют, когда необх. передать большое кол-во металла к чистовым проходам. При этом сохраняется вые. темп-ра раската, т. к. нет острых углов. С. к. к. - вытяжной в системе калибров овал-стрельчатый квадрат и иногда пред-чистовой для кругов-
черновой калибр- к. (1.), приближ. сечение заготовки или раската к конфигурации готового профиля. Ч. к. фасонных профилей по ходу прокатки приближаются по форме к чистовому к. Форма ч. к. при прокатке простых профилей определяется вытяжной системой к.-
чистовой калибр i- к. (1.) для придания раскату конечного профиля, т.е. для изготовл. проката с конеч. размерами попереч. сечения. При конструир. ч. к. учитывают тепловое расшир. металла, неравномерность рас-пред. темп-ры в раскате, износ калибров, доп-равку профиля и др. факторы-
шестигранный калибр- к. (1.) шестигран. контура, врез, в валки по большой диагонали. Разъем ш. к. расположен на его сторонах. Размеры ш. к. выраж. через впи-
Шестигранный калибр
сан. круг диам. d: сторона С = 0,577d, площадь -F = 0,866d2, высота Я, = 2 С (рис.). Примен. в кач-ве чист, калибра при прокатке шес-тигран. стали и как черн. при прокатке шестигран. буровой стали, когда требуется равномерное и невысокое обжатие по проходам-
Шсстнугольный калибр
шестиугольный калибр- к. (1.) шестиугольн. контура, врез, в валки по малой оси- примен. в вытяжной системе калибров шестиугольник- квадрат и как пред-чист. при прокатке шестигранных профилей. Расчет, размеры: 5Д = 5К - Я,- В = 5К - S- ак = BJH, = 2,0+4,5- г = г, = (ОД5+0,40)Я,- Р = 2(Bf + 0.41Я,) (рис.). Предчистовой ш. к. строят как обычный шестиугольный, но для компенс. ушире-ния металла и предотвращ. выпуклости боковых стенок чист. шестигранника дно калибра делают с выпуклостью 0,25-1,5 мм в завис-ти от размеров профиля. Степень заполнения ш. к. принимают 0,9-
л
Ящичный калибр
ящичный калибр- к. (1.), образов. трапец. врезами в валки, для прокатки прямоуг. и квадрат, профилей. Расчетные размеры: 5д = (0,95+1 ,00) В„- В = Яд + (Я, -- S)tg(p- г = (0,10ч-0,15)Я,- г, = (0,8+1,0)/-, ок = = 4/Я, = 0,5+2,5- />* 2(Я, + В,) (рис.). Глубина вреза я. к. Я, зависит от соотношения размеров (Я,/Й0) задаваемого в него профиля. Я. к. используют, гл. обр., на блюмингах, обжимных и непрер.-загот. станах, обжим, и черн. клетях сортовых станов и для получения товарных заготовок на рельсобалочных и крупносортных станах.
квадратный калибр- к. (1.)
квадрат, контура, врезанный в валки по диа
гонали. В завис-ти от треб, профиля проката
выполняется с закругл. или острыми верши
нами. Расчет, размеры: Hk= Bf= 21/2 С Я, =
= 21/2 С. - 0,83г, В =B-s-r= (0,1+0,2)^-
/-,= (0,10^0,15)Я,- Р= 2- 21/2Я, (рис.). К. к. -
чистовой при прокатке квадратных профи
лей и вытяжной в системах ромб-квадрат,
овал-квадрат и шестигранник-квадрат. В чер
новых калибрах выполняют значительные
закругления вершин радиусом г.Высота и ширина к. к. составляют, соответ., 1,40 и 1,43 его стороны.
При прокатке квадратов с ост рыми углами к. к. имеет угол при вершине пример, но 91-92° с уче
том тепловой усадки профиля- L" ° т -" и
контрольный калибр- к. (1.), для небольшого высотного обжатия и контроля размеров отд. эл-тов раската- используется при прокатке ряда фасонных и сложных профилей, напр., двутавров, для ободьев колес, дверных петель и пр. К. к. выполняют закрытым и полузакрытым. Закрытый к. к. обеспечивает более точные размеры эл-тов раската, но чаще работают с полузакрытыми к. к. В закрытом к. к. фланец обжимается только по высоте, а в полузакрытом - по высоте и толщине в открытой части калибра-
круглый калибр- к. (1.) с контуром окружности на основной части периметра- чистовой при прокатке круглой стали и вытяжной в системе овал-круг. К. к. всех типов имеют выпуск или развал. При построении чистового к. к. обычно берут выпуск 10-30° или 20-50° в завис-ти от диам. прокатываемого круга. Расчетные размеры: Bf= rf/cosy, В = Як- .Stgy, г, = (0,08+0, lO)d,P = = тк/(рис.). Т. к. круглую сталь стремятся катать с минус, допуском Д на диам., то для чистового к. к. с учетом теплового расширения принимают d= 1,013 , где rfxon ~ Диам. круга в холодном состоянии-
многовалковый калибр- к. (1.) с контуром, образованным тремя и более валками, оси к-рых лежат в одной плоскости. В м. к. металл обжимается в высотно-попереч-ном направл. с преимущ. всесторонним сжатием, что позволяет деформировать малопластичные материалы. М. к. обеспеч. высокую точность размеров профилей, поэтому они широко применяются в чистовых клетях мелкосортных и проволочных станов для прокатки стали и цв. металлов. Четырехвалковые открытые и закрытые калибры часто используют при гор. и хол. прокатке высокоточных фасонных профилей-
обжимной калибр- к. (1.) для уменьшения поперечного сечения раската и получения заготовок для сортовых станов. В кач-ве о. к. на блюмингах, обжимных и заготовочных станах используют ящичные калибры. Деформация в о. к. не всегда сопровождается существ, вытяжкой, как, напр., в первых проходах на блюминге. Однако к о. к. иногда частично или полностью относят калибры вытяжных систем калибровок. Подраздел, калибров на обжимные и вытяжные зависит от назначения прокатного стана, системы калибров и отдельного калибра-
овальный калибр- к. (1.) овального или близкого к нему контура, врезанный в валки по малой оси. О. к. применяют в кач-ве предчистового при прокатке круглых профилей и вытяжного в системе овал - ребровой овал и др. В завис-ти от назначения калибра и размеров раскатов используют: 1. Однорадиусные о. к. (обычные о. к.), примен. в кач-ве предчистовых при прокатке круглой стали. Их расчетные размеры (рис.): R = = Я, + (1 + О/4- В = (Я, - S) 1/2- г, = (0,10+0,40)^- Р = 2[В* + + (4/3)Я,2]1/2- а^ = Вк/Н,= 1,5+4,5. Эллиптич. и двух- или трехрадиусные о. к., примен. как предчистовые при прокатке крупных кругов и в системах овал-круг и овал-овал- плоские о. к., использ. там же, где и эллиптич. о. к. и в кач-ве предчистовых при прокатке пе-риодич. арматурных профилей, в к-рых В = = ОД- г = 0,5Я,- г, = (0,2+0,4)Я,- O/t = = 1,8+3,0- видоизмененный плоский о. к., контур которого образ, прямоугольником и боковыми криволин. треугольниками, принимаемыми как параболич. сегменты- тра-пец. (шестигранные) о. к. с прямыми очертаниями, использ. для хорошего удержания раската и выравнивания вытяжек
открытый калибр- к. (1.), линия разъема к-рого в пределах его контура- образ, врезами в двух или более валках, врезом в одном валке и гладкой бочкой или гладкими бочками. У простых о. к. разъем образ, примерно посередине калибра и боковые участки раската формир. буртами двух валков. В нек-рых фасонных о. к. они формир. стенками ручья только в одном валке-
полузакрытый калибр- фасонный к. (1.) с расположением разъема на боковой стенке вблизи вершины ручья- используют в кач-ве контрольного при прокатке швеллеров, полособульбовых, двутавровых и др. профилей. По сравнению с закрытым контрольным калибром имеет больший выпуск и небольшую глубину вреза закрытого ручья, что меньше ослабляет валок по диам., позволяет обжимать фланцы раскатов по толщине, повысить кол-во переточек и срок службы валков-
предчистовой калибр- к. (1.) для предпослед. пропуска раската- для подготовки раската к формир. конечного профиля. При прокатке фасонных
профилей по форме и/или размеру очень близок к чистовому, а при прокатке простых профилей может существ, отличаться. В кач-ве п. к. часто применяют ребровые калибры при прокатке полосовых профилей и контрольные при прокатке фланцевых профилей-
разрезной калибр- 1. К. (1.) с гребнем в средней части, для первонач. фор-мир. из заготовок фланцевых эл-тов раската- напр, при прокатке двутавров из прямоуг. заготовки образуются участки фланцев и стенки, а при прокатке рельсов - участки под подошву и головку. Используют открытые и закрытые р. к. Закрытые р. к. выполняют на валках большого диам. для изготовл. больших фланцев. Открытые симметрич. р. к. с тупыми гребнями часто применяют для прокатки балочных заготовок из слябов. 2. К. для продольного разделения сдвоенных раскатов-
Ребровой калибр
ребровой калибр- к. (1.), врез, в валки большим размером- при-мен., в частности, при прокатке полосовой стали для регулирования ширины раската. Предчистовой р. к. формирует также кромки проката. При прокатке полос с прямыми кромками выпуклость дна предчистового р. к.Д = = 0,5-5-1,0 мм, межвалковый зазор т
ребровой овальный калибр- к. (1.) овального контура, врез, в валки по большой оси. Расчет, размеры: R = 0,25/^(1 + + 1/а2), В =В- 2Л, г = = rt= (0,10+0,15)5, ак = 4/Я, = 0,75*0,85, Р= 2(Я,2 + (4/3)г,Т2 (рис.). Использ. как вытяжной в системе овал - ребровой овал-
Сортамент круглого и квадратного профиля весьма широк благодаря большому разнообразию его употребления. Изделия квадратного сечения (из стали)прокатываются со стороной квадрата от 6 до 200 мм и более, круглого сечения - от 5 до 300 мм в диаметре. Размеры (диаметры)от 5 до 9 мм соответствуют прокатывающейся проволоке, на проволочных станах (катанка)- интервал их размеров через 0,5 мм. Размеры изделий от 8 до 380 мм прокатываются на мелкосортовых станах с интервалом через 1 и 2 мм- от 38 до 100 мм - на среднесортовых станах с интервалом через 2-5 мм и от 80 до 200 мм - на крупносортовых станах с интервалом через 5 мм. Более крупные размеры изделий прокатываются на рельсобалочном стане.
Наиболее удобными для проката круглого профиля являются овальные калибры (Далее калибр - К.-), чередующиеся с квадратными по системе квадрат-овал-квадрат (рис. 3.11, а) или по системе квадрат - ромб - квадрат (рис. 3.11, б)- в обоих случаях квадратные калибры в валках расположенны на ребре. Подобное распределение и чередование К.способствует лучшему обжатию и проработке всех слоев металла.
При прокате изделий, круглого сечения диаметром от 5 до 20 мм исключительное применение получила система К., чередующаяся, квадрат - овал (рис. 3.11, а). Прокат круглой диаметром более 20 мм осуществляется в калибрах, чередующиеся по системе квадрат-ромб (рис. 3.11, б). В обеих системах общими являются три последних К.:
- предчистовый квадрат-
- предчистовый овал-
- чистовой круг.
Поскольку прокат осуществляется в горячем состоянии, то для получения изделий необходимого диаметра (измерение которого проходит в холодном состоянии) размеры чистового калибра следует откорректировать с учетом усадки.
В связи с большим охлаждающим действием валков в вертикальном направлении температурная усадка вертикального диаметра меньше, чем горизонтального. Корректировка размеров чистового К.обеспечивается, если вертикальный диаметр калибра принять d в = 1,01 d x, а горизонтальный d г = 1,02 d x.
Зазор между валками, в зависимости от диаметра К.принимается в пределах от 1 до 5 мм- радиус закругления углов валков около зазора rсоставляет 0,1d x (рис. 3.11, е).
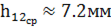
Прокатку изделий квадратного сечения осуществляют в калибрах, чередующейся системы ромб-квадрат (рис. 3.11, в). Эта система зачастую применяется для прокатки квадратного профиля размером более 12 мм. Калибровку начинают с определения размеров чистового К.с учетом неодинаковой температурной усадки в вертикальном и горизонтальном направлениях. Для этого угол при вершине чистового калибра принимается равным 90°30 или 181/360 рад (рис, 3.11, д).
Тогда вертикальная диагональ чистового К.d в = 1,41 С гор, а горизонтальная d г = 1,42 С гор, где С гор- сторона квадрата в нагретом состоянии, равная 1,013 С н. Профиль, который вышел из такого К., при застывании будет иметь точную квадратную форму. Углы чистового квадратного К.не закругляются. Зазор между валками принимают равным от 1,5 до 3,0 мм.
1,06
1,05
1,04
1,03
1,02
1,01
0 1,0 1,2 1,3 1,4 1,5 1,6 1,7 1,8 h / b
Рисунок 1.5 – График зависимости устойчивости полосы при прокатке на гладкой бочке в зависимости h / b и ε
1)описать технологию изготовления блюмов- последовательность операций- характерные параметры.
2)зарисовать эскизы: блюмов, моделей слитков, боковых граней, перекосов сечений и др.
Контрольные вопросы
1Что входит в основную задачу технологического процесса прокатного производства?
2Что представляет собой технологическая схема производства проката?
3Что такое полупродукт прокатного производства?
4Какие Вы знаете технологические схемы производства полупродукта и готового проката?
5Какие технологические схемы производства проката можно организовать применением процессов непрерывнолитых заготовок?
6Что такое калибровка валков, калибр и гладкая бочка валков?
7Что такое максимальное обжатие и его влияние при прокатке?
8Что такое угол захвата валков и его влияние при прокатке?
9При каких условиях проводят кантовку полосы?
10Как находят уширение и вытяжку прокатываемой полосы?
11Что такое устойчивость полосы и каким показателем характеризуется?
Лабораторная работа № 2. Изучение методик калибровки валков для прокатки простых сортовых профилей
2.1 Цель работы
Ознакомиться с системами калибров для получения круглого и квадратного профиля, освоение методик расчетов основных параметров калибровки.
2.2 Основные теоретические сведения
Калибровка представляет собой порядок прокатки последовательного ряда переходных сечений прокатываемых профилей. Расчеты калибровки осуществляют по двум схемам: по ходу прокатки (от заготовки до конечного профиля) и против хода прокатки (от конечного профиля к заготовке). По обеим схемам для расчета и распределения коэффициентов деформации по пропускам необходимо знать размеры исходной заготовки.
Прокатка сортовых профилей начинается в вытяжных калибрах, т. е. попарно связанных между собой калибрах, предназначенных для вытяжки металла. Применяют разные схемы обжимных и вытяжных калибров, например, ящичные, ромб-квадрат, ромб-ромб, овал-квадрат и т. д. (рисунок 2.1).
Из всех обжимных (вытяжных) калибров наиболее распространенной является схема ящичных калибров. Часто встречается схема гладкая бочка - ящичный калибр.
|
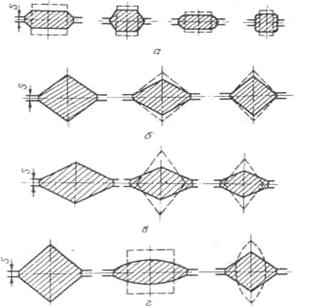 |
а) – ящичные- б) – ромб – квадрат- в) – ромб – ромб- г) – овал – квадрат
Рисунок 2.1 – Схемы вытяжных калибров
При прокатке средне - и мелкосортной стали широко используют схему калибров ромб-квадрат. Схему геометрически подобных калибров ромб–ромб, при которой после каждого пропуска раскат кантуют на 90°, применяют довольно редко. Прокатка по этой схеме менее устойчива, чем в схеме ромб–квадрат. Ее, главным образом, используют для прокатки качественных сталей, когда производятся небольшие обжатия по условиям пластической деформации с вытяжкой до 1,3.
Вытяжная схема калибров овал–квадрат является одной из наиболее распространенных и применяемых на средне-, мелкосортных и проволочных станах. Ее преимуществом перед другими схемами является систематическое обновление углов раската, что способствует получению одинаковой температуры по его сечению. Раскат ведет себя устойчиво при прокатке в овальном и квадратном калибрах. Система характеризуется большими вытяжками, но их распределение в каждой паре калибров всегда неравномерно. В овальном калибре вытяжка больше, чем в квадратном. Большие вытяжки дают возможность уменьшить количество проходов, т. е. повысить экономическую эффективность процесса.
Рассмотрим калибровку валков для некоторых простых и фасонных профилей массового производства, например, прокаткой получают круглые профили диаметром от 5 до 250 мм и больше.
Прокатка круглых профилей выполняется по различным схемам в зависимости от диаметра профиля, типа стана, прокатываемого металла. Общим для всех схем прокатки является наличие предчистового овального калибра. Перед задачей полосы в чистовой калибр ее кантуют на 90°.
Обычно форма предчистового калибра – правильный овал с отношением длин осей 1,4÷1,8. Форма чистового калибра зависит от диаметра прокатываемого круга. При прокатке круга диаметром до 30 мм образующая чистового калибра представляет правильную окружность, при прокатке круга большего диаметра горизонтальный размер калибра берут на 1-2 % больше вертикального, так как их температурная усадка неодинакова. Коэффициент вытяжки в чистовом калибре принимают равным 1,075÷1,20. Круглые профили прокатывают только в проводках за один проход в последнем – чистовом калибре.
Широко распространена так называемая универсальная схема прокатки круглой полосы по системе квадрат–ступенька–ребро–овал–круг (рисунок 2.2). При прокатке по данной схеме можно в широких пределах регулировать размеры полосы, выходящей из ребрового калибра. В одних и тех же валках можно прокатывать круглые профили нескольких размеров, меняя только чистовой калибр. Кроме того, применение универсальной схемы прокатки обеспечивает хорошее удаление окалины с полосы.

1 – квадрат- 2- ступенька- 3 – ребро- 4 – овал- 5 – круг
Рисунок 2.2 – Схема прокатки профилей круглого сечения
При прокатке круглого профиля сравнительно небольших размеров часто применяют схему калибров квадрат–овал–круг. Сторона предчистового квадрата, существенно влияющего на получение хорошего круглого профиля, принимается для профилей небольших размеров равной диаметру
d, а для профилей средних и крупных размеров 1,1d.
При расчете калибровки валков непрерывных станов особенно важно определить катающие диаметры. Это позволяет вести процесс прокатки без образования петли или чрезмерного натяжения полосы между клетями.
В прямоугольных калибрах катающий диаметр принимают равным диаметру валков по дну калибра. В ромбических и квадратных – переменный: максимальный у разъема калибра и минимальный в вершине калибра. Окружные скорости различных точек этих калибров неодинаковы. Полоса выходит из калибра с некоторой средней скоростью, которая соответствует катающему диаметру, приближенно определяемому по средней приведенной высоте калибра
font-size:14.0pt>В этом случае катающий диаметр
font-size:14.0pt>ГдеD– расстояние между осями валков при прокатке.
Наиболее прост расчет калибровки для станов с индивидуальным приводом валков. В этом случае определяют общий коэффициент вытяжки
 , (10)
, (10)
гдеFo ~ площадь поперечного сечения исходной заготовки-
Fn– площадь поперечного сечения прокатанного профиля.
Затем с учетом соотношения  распределяют вытяжку по клетям. Определив, катающий диаметр валков чистовой клети и приняв необходимую частоту вращения валков этой клети, вычисляют константу калибровки:
распределяют вытяжку по клетям. Определив, катающий диаметр валков чистовой клети и приняв необходимую частоту вращения валков этой клети, вычисляют константу калибровки:
font-size:14.0pt>гдеF1...Fn– площади поперечного сечения полосы в клетях
1, ...,n-v1,...vn– скорости прокатки в этих клетях.
Катающий диаметр валков при прокатке в ящичном калибре
EN-US style=font-size:14.0pt>2)
где k- высота калибра.
При прокатке в квадратных калибрах
font-size:14.0pt> (13)
гдеh- сторона квадрата.
После этого по вытяжкам определяют размеры промежуточных квадратов, а потом промежуточных прямоугольников. Зная константу калибровки С, определяют частоту вращения валков в каждой клети
n = С / FD1 (14)
Квадратные профили прокатываются со стороной от 5 до 250 мм. Профиль может иметь острые или закругленные углы. Обычно квадратный профиль со стороной до 100 мм получают с незакругленными углами, а со стороной свыше 100 мм - с закругленными углами (радиус закругления не превышает 0,15 стороны квадрата). Наиболее распространена система прокатки квадрат-ромб-квадрат (Рисунок 2.3). По этой схеме прокатка, в каждом последующем калибре ведется с кантовкой на 90°. После кантовки раската, вышедшего из ромбического калибра, большая его диагональ будет вертикальной, поэтому полоса будет стремиться опрокинуться.
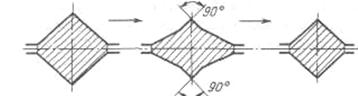
Рисунок 2.3 – Схема прокатки полосы квадратного сечения.
При построении чистового квадратного калибра размеры его определяют с учетом минусового допуска и усадки при охлаждении. Если обозначить сторону чистового профиля в холодном состоянии а1, а минусовой допуск - ∆а и принять коэффициент температурного расширения равным 1,012÷1,015, то сторона чистового квадратного калибра
font-size:14.0pt>где а – стороны квадратного профиля в горячем состоянии.
При прокатке крупных квадратных профилей температура углов заготовки всегда ниже температуры граней, поэтому углы квадрата получаются не прямыми. Чтобы устранить это, углы при вершине квадратного калибра делают большими 90° (обычно 90°30). При таком угле высота (вертикальная диагональ) чистового калибраh = 1,41а, а ширина (горизонтальная диагональ)b = 1,42а. Запас на уширение для квадратов со стороной до 20 мм принимается равным 1,5÷2 мм, а для квадратов со стороной более 20 мм 2 ÷ 4 мм. Вытяжка в чистовом квадратном калибре принимается равной 1,1÷1,15.
При производстве квадратного профиля с острыми углами существенно важна форма предчистового ромбического калибра, особенно при прокатке квадратов со стороной до 30 мм. Обычная форма ромбов не обеспечивает получение квадратов с углами правильной формы по линии разъема валков. Для устранения этого недостатка применяют предчистовые ромбические калибры, вершина которых имеет прямой угол. Расчет калибровки квадратного профиля начинают с чистового калибра, а затем определяют размеры промежуточных вытяжных калибров.
2.3 Методики расчетов параметров калибровки простых профилей
2.3.1 Прокатка круглого профиля с диаметром d = 16 мм
В расчетах ориентироваться на данные рисунка 2.4 (раздела 2.4).
1 Определить площадь чистового профиля
qкр1 = πd2 / 4, мм2 (16)
2 Выбрать коэффициент вытяжки в чистовом калибре µкр и общий коэффициент вытяжки в круглом и овальном калибрах µкр ов в пределах µкр = 1,08 ÷ 1,11, µкр ов = 1,27 ÷ 1,30.
3 Определить площадь предчистового овала
qов2 = qкр1· µкр, мм2 (17)
4 Ориентировочно принять уширение овальной полосы в круглом калибре ∆b1 ~ (1,0 ÷ 1,2).
5 Размеры предчистового овала h2 = d - ∆b1, мм
b2 = 3q2/(2h2 +s2)-
где глубина вреза в валках (Рисунок 2,4) составляет hвр2 = 6,2 мм. Следовательно, зазор между валками должен быть равен s2 = h2 – 2 · 6,2 , мм.
6 Определить площадь предчистового квадрата (3 – ий калибр)
q3 = qкр · µкр ов, мм2 отсюда сторона квадрата с3 = √1,03 · q3 , мм,
а высота калибра h3 = 1,41 с3 – 0,82 r, мм (r = 2.5 мм), далее по Рисунку 2.4 определяем глубину вреза 3 – го калибра в валки hвр3 = 9,35 мм, следовательно, зазор в 3 – ем калибре s3 = h3 – 2 · hвр3 , мм.
∆b2 = 0,4 √ (с3 – hов ср)Rкс · (с3 – hов ср) / с3 , мм/ (18)
где hов ср = q2 / b2 - Rкс = 0,5 (D – hов ср) - D – диаметр стана (100÷150 мм).
Проверить заполнение предчистового овального калибра. В случае переполнения следует принять меньший коэффициент вытяжки и уменьшит размер предчистового квадрата.
8 Проверить общую вытяжку между заготовкой со стороной С0 и квадратом с3 и распределить ее между овальным и квадратным калибрами:
µ = µ4 ов · µ3 кв = С02 / с32
(19)
Эту общую вытяжку распределяем между овальным и квадратным калибрами таким образом, чтобы вытяжка в овальном калибре была больше, чем в квадратном:
µ4 = 1 + 1,5 (µ3 – 1)- µ3 = (0,5 + √0,25 + 6µ) / 3 (20)
9 Определяем площадь овала
q4 = q3 · µ3 , мм2 (21)
Высоту овала h4 определяем с таким расчетом, чтобы при прокатке его в квадратном калибре было место на уширение тогда:
H4 = 1,41 с3 – s3 – ∆b3 , мм
(22)
Величину уширения ∆b3 можно определить по графикам, приведенным в учебном пособии , «Калибровка прокатных валков», 1971 г.
Диаметр лабораторного стана мал, поэтому следует уменьшать уширение, пользуясь экстраполяцией.
B4= 3q4/ (2h4–s4), мм (23)
гдеs4=h4– 2hвр 4, мм-hвр 4= 7,05 мм.
10 Определяем уширение в 4 – ом овальном калибре (как в пп7)
font-weight:normal> ∆b4 = 0,4 √ (С0 – h4 ов ср)Rкс · (С0 – h4 ов ср) / С0 , мм (24)
Проверяем заполнение 4 – го овального калибра. Результаты сводим в таблицу 2.1, где выясняется, что 4 – ый овальный калибр необходим для 1 – го прохода квадратной заготовки со стороной С0, т. е. выше мы начали расчет с последнего 4 – го прохода (конечного или требуемого сечения профиля), осуществляемого в 1 – ом калибре валков.
2.3.2 Прокатка квадратного профиля со стороной с = 14 мм
В расчетах также ориентируемся на данные рисунка 2.4 (раздела 2.4).
1 Определить площадь чистового (конечного) профиля
Q1 = с12 , мм2 (25)
2 Выбрать коэффициент вытяжки в чистовом квадратном калибре и общий коэффициент вытяжки в квадратном и предчистовом ромбическом калибрах, т. е. µкв = 1,08 ÷ 1,11- µкв · µр = 1,25 ÷ 1,27.
3 Определить площадь предчистового ромба
Q2 = q1 · µкв, мм2 (26)
4 Ориентировочно принять уширение ромбической полосы в квадратном калибре равной ∆b1 = 1,0 ÷ 1,5
5 Определить размеры предчистового ромба
H2 = 1,41с – ∆b1 , мм b2 = 2 q2 / h2 , мм. (27)
Глубина вреза в валках для этого калибра по рисунку 2.1 hвр2 = 7,8 мм, следовательно, зазор s2 = h2 – 2 hвр2 , мм.
6 Определяем площадь предчистового квадрата
h3 = qкв · µкв р, мм2 откуда сторона квадрата с3 = √1,03 · q3
2.4 Необходимое оборудование, инструменты и материалы
Работа проводится на лабораторном стане, имеющий калибровку валков как, например, приведенные на рисунке 2.4. В качестве заготовок, как для круглого, так и для квадратного прокатываемого профиля применяют заготовки с квадратным сечением. В принципе данная лабораторная работа расчетного характера и заканчивается заполнением таблиц 2.1 и 2.2.
Рисунок 2.4 – Калибровка валков для круглого и квадратного профиля
Таблица 2.1 – Калибровка круглого профиля ø 16 мм
| № прохода |
№ калибра |
Форма калибра |
Размеры калибра, мм |
Размеры полосы, мм |
| hвр |
b |
s |
h |
b |
с (d) |
|
|
Квадратная заготовка |
|
|
Овал |
7,05 |
Прокатка на проектируемом литейно-прокатном модуле с планетарным косовалковым станом производится в 13 клетях, которые условно, как было показано на рис.7, выделены в следующие группы: обжимную (в виде планетарной клети), черновую (в количестве 6 клетей), промежуточную (из 4-х клетей) и 2 чистовые группы (по 2 клети).
В обжимной планетарной косовалковой клети прокатка производится из круглой литой заготовки в круглую катаную с большой степенью деформации.
В дальнейшем прокатка круглой высокопрочной легированной стали диаметром 18мм высокой точности производится следующим образом.
В черновой группе клетей прокатка из круглой заготовки в овальный профиль производится по одной из систем вытяжных калибровок - системе овал - ребровой овал, которая наиболее подходит для производства круглых профилей высокой точности из высокопрочных легированных сталей .
Необходимый переход к ромбической и квадратной форме раската с последующим продольным разделением осуществляется в специальных калибрах подготовительной группы клетей по рекомендациям и методикам .
И, наконец, в чистовых группах клетей проката каждой нити разделенного раската, производится по системе квадрат-овал-круг, которая находит широкое применение для перевода квадратного сечения в круглое (для прокатки мелкосортной круглой стали .
Расчет калибровки круглой стали диаметром 18 мм производится против хода прокатки.
Расчет калибров чистовой группы клетей стана. Для прокатки круглой стали используют несколько схем калибровок, которые применяются в зависимости от размера профиля, качества стали, типа стана и его сортамента, а также других условий прокатки. Однако во всех случаях предчистовым калибром является либо обычный однорадиусный овал, либо плоский овал. Но более широко применяются предчистовые однорадиусные овальные калибры с отношением осей =1.5, причем для хорошей устойчивости в круглом калибре овальный профиль должен иметь значительное притупление. Подготовительным калибром является разделительный калибр производящий два диагональных раската.
При всех способах прокатки чистовой круглый калибр выполняют с «развалом» - выпуском для предотвращения переполнения калибра и получения правильного круглого профиля. Построение такого круглого калибра показано на рис. 14.
Рис.14.
При конструировании чистового круглого калибра необходимо учитывать температурное расширение металла и допуски на отклонение размеров готового профиля.
Построение круглого калибра производится следующим образом. На окружности диаметра лучами, проведенными из центра калибра под углом к горизонтальной оси, определятся точки начала выпуска боковых сторон калибра и определяют ширину калибра .
Для расчета диаметра профиля в горячем состоянии в чистовой клети стана (клеть 13-я), используется выражение
=(1.0121.015)(+) (1)
где - диаметр профиля в холодном состоянии-
Минусовый допуск
Расчет будем производить при прокатке легированной стали 30ХГСА в круглый профиль высокой точности. И, тогда согласно ГОСТ 2590-88, допуски составят: +0.1мм и -0.3мм, а диаметр профиля в горячем состоянии будет
1.013 (18-) = 18.1 мм.
Ширина чистового калибра (согласно рис.14) будет
Где - угол выпуска, который на практике для диаметров круглой стали 10-30 мм принимают 26.5
И тогда = = 20.22 мм.
Зазор между буртами калибра - S выбирают в пределах (0.080.15) и тогда,
S = 0.111.81 = 2.0 мм.
Точки пересечения линий зазора S с линией выпуска определяют ширину вреза ручья, которая определяется как
Подставляя значения получим
20.22 - = 18.22мм. (3)
Закругления буртов выполняют радиусом
= (0.08 - 0.10) и тогда
0.008518.1 = 1.5мм.
Профиль будет иметь круглую форму, если ширина =. При этом степень заполнения калибра - будет
Правильно выполненный круглый профиль в чистовом калибре 13-ой клети будет иметь площадь поперечного сечения
Чистовая группа клетей имеет обе группы клети с номинальным диаметром валков 250мм, при этом чистовая (13-я) - горизонтальные валки, а предчистовая (12-я) - вертикальные валки.
Итак, чистовая (13-я) клеть имеет круглый калибр, предчистовая (12-я) клеть - однорадиусный овальный калибр, а подготовительный калибр (11-я) клеть представляет собой разделительный сдвоенный диагональный квадрат.
Номинальный диаметр валков 11-й клети, входящий уже в подготовительную группу клетей составляет 330мм.
Валки чистовой и предчистовой группы клетей изготавливаются из отбеленного чугуна. Скорость прокатки в чистовой клети стана профилей круглого сечения высокой точности из высокопрочных легированных сталей принимается около 8 . Температура прокатки 950°С.
Для определения коэффициента вытяжки в чистовом калибре можно использовать формулу , которая имеет вид
1.12+0.0004 (6)
Где - соответствует диаметру чистового калибра в горячем состоянии, т.е. =
1.12=0.0004 1.81 = 1.127
Уширение в чистовом круге определяется по формуле , которая имеет вид
?= (7)
Где Д - номинальный диаметр валков, мм.
1.81=2.3мм.
В качестве предчистового калибра может быть использован простой однорадиусный овальный калибр, построение которого представлено на рис. 15
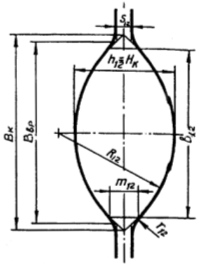 Рис.15.
Рис.15.
Для построения калибра используются определенные в соответствии с принятым при расчете калибровки режимом обжатий размеры высоты овального калибра и ширины. В практических калибровках используются овалы с отношением размеров
Площадь предчистового овала
257.3 1.127=290. (8)
Толщина предчистового овала =, определяется как
18.1-2.3=15.8мм. (9)
Ширина предчистового овала
26.2мм. (10)
Обжатие в чистовом калибре
26.2-18.1=8.1мм. (11)
Угол захвата в чистовом калибре
Arccos(1-)=arccos(1-)=15°19 (12)
Допускаемый угол захвата можно определить по методике с учетом значений коэффициентов для схемы прокатки овал-круг по формуле
где v - скорость прокатки, -
Коэффициент, учитывающий состояние поверхности валков (для чугунных валков =10)-
M - коэффициент, учитывающий марку прокатываемой стали (для легированной стали M=1.4)-
t - температура прокатываемой полосы, ?-
Степень заполнения предыдущего по ходу прокатки калибра-
K б- - -- - - - значения коэффициентов, определяемых при различных схемах прокатки (вытяжных калибров), определяются по таблице - для системы овал-круг (=1.25- =27.74- =2.3- =0.44- =2.15- =19.8- =3.98).
Примем степень заполнения предчистового овального калибра =0.9
И, тогда максимально допускаемое значение угла захвата в чистовом калибре составит
Поскольку Отношение осей овального профиля, задаваемого в чистовой калибр, составляет
При степени заполнения предчистового овального калибра =0.9, найдем ширину предчистового овального калибра
29.1мм. (15)
Коэффициент формы калибра определяется как
Радиус очертания ручья овального калибра
17.4мм. (16)
Определим допустимое отношение осей овальной полосы по условию устойчивости ее в круглом калибре по методике по формуле
 где: - - - - - - значения коэффициентов, определяемых для схемы прокатки овал-круг, определяемые по таблице (
где: - - - - - - значения коэффициентов, определяемых для схемы прокатки овал-круг, определяемые по таблице (
Так как, условия устойчивости профиля выполняется.
Зазор S по буртам овального калибра принимаем согласно в пределах (0.15-0.2)
S=0.16 =0.16 15.8=2.5мм. (18)
Радиусы закругленных углов в овальном калибре = (0.1-0.4).
Притупление овального калибра на практике чаще всего составляет
0.2 15.8=3.2мм (20)
Площадь сечения одного из подготовительных квадратов в сдвоенном разделительном калибре 11-й клети можно определить как для обычного диагонального квадратного калибра.
И тогда, его площадь будет равна
Коэффициент вытяжки подготовительного квадрата в овальном калибре 12-й клети может быть определен согласно рекомендациям методике . Так, согласно этой методике рекомендуется общий коэффициент вытяжки при прокатке квадрата в овальном и круглом калибре определять из графика в зависимости от диаметра получаемой круглой стали. При заданном диаметре круглой стали равном 18 мм, общий коэффициент вытяжки будет =1.41. И так как
Площадь задаваемого квадрата определится по формуле (21) и будет
290 1.25=362 .
Построение стандартного диагонального квадратного калибра представлено на рис.16
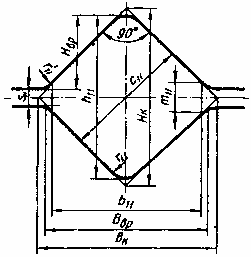 Рис. 16.
Рис. 16.
Угол при вершине должен быть 90° и =. Степень заполнения квадратного калибра рекомендуется 0.9. Приближенно можно принять
И тогда сторона квадрата калибра - c будет
19.2мм. (25)
Радиус закругления вершины квадратного калибра определяется как
=(0.1ч0.2) = 0.105 19.2 = 2мм (26)
Закругление бунта выполняют радиусом, который определяется как
= (0.10ч0.15) = (0.10ч0.15) = 0.11 19.2 = 3мм. (27)
Высота профиля, выходящего из квадратного калибра будет несколько меньше высоты калибра из-за закруглений вершин радиусом, и тогда
0.83= 19.2-0.83 2=25.5мм (28)
Как уже было отмечено, калибр в 11-й клети представляет сдвоенный диагональный квадратный калибр в котором производится прокатка разделения. Построение и общий вид этого калибра приведен на рис. 17. На этом же рисунке наложен контур очертания раската из 10-й клети, поступающего в этот калибр.
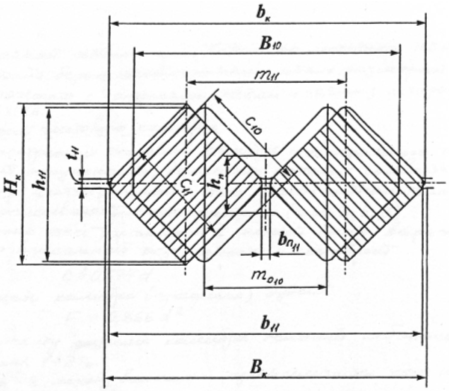 Рис.17.
Рис.17.
Продольное разделение многониточного раската контролируемым разрывом осуществляется путем создания в зоне перемычки растягивающих напряжений под действием осевых сил со стороны боковых поверхностей гребней двухручьевых калибров, внедряемых в металл как это может быть показано на рис.18.
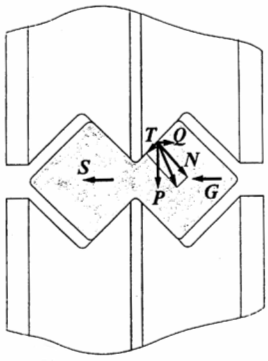 Рис.18.
Рис.18.
В момент захвата за счет смятия поверхности раската внутренними боковыми гранями ручьев калибра возникает нормальная сила N и сила трения T. Равнодействующую этих сил можно разложить на поперечную Q и вертикальную P составляющие. Под действием силы P осуществляется обжатие металла валками, сила Q способствует растяжению перемычки в поперечном направлении и вызывает появление силы сопротивления растяжения перемычки S и силы сопротивления пластическому изгибу крайней заготовки в сторону разъема калибра G.
Путем измерения толщины перемычки задаваемого раската - и зазора между гребнями валков - t разделяющего калибра (см. рис.17) можно менять радиус кривизны передних концов разделенных профилей на выходе из валков и на условия разделения раската. Отсутствие в месте разделения профилей шейки разрыва перемычки позволяет получить качественную поверхность готового профиля при минимальном числе последующих проходов с обжатием мест разделения. В связи с этим способ продольного разделения раската контролируемым разрывом рекомендован к использованию в чистовых клетях прокатных станов.
Исследования продольного разделения двухниточного раската контролируемым разрывом показали, что толщина перемычки задаваемого в разделительную клеть раската должна быть равнв 0.5ч0.55 стороны квадрата.
Исследование величины зазора между гребнями валков влияет на изменение кривизны передних концов разделенных квадратных профилей при выходе из валков. Так, прямолинейность выхода получаласть при зазоре =16мм равном толщине перемычки, то выбираем
Из практики расчета калибровок при прокатке-разделении квадратных профилей , коэффициент обжатия сторон квадратного профиля принимают в пределах 1.10-1.15. И тогда, из выражения (выбирая) определим сторону квадрата в 10-м калибре
19.2 1.125=21.6 мм. (29)
Площадь разделительного сдвоенного калибра 11-й клети равна фактически удвоенной площади расчетного диагонального квадрата.
И тогда (30)
Расстояние между осями ручьев в калибре 11-й клети - , определяется как
Длина перемычки между ручьями в этом калибре определяется как
Как было указано выше толщина перемычки в 10-й клети может быть определена как
Для проверки на захват поступающего в калибр 12-й клети раската, необходимо провести расчет абсолютного обжатия в этом калибре и сравнить с допускаемыми данными.
При входе квадратного профиля в овальный калибр абсолютные обжатия по середине и краям профиля будут разными и определяются геметрически наложением сечения квадратного профиля на овальный калибр и будут по середине калибра
 Обжатия по крайним точкам квадрата в овальном калибре на основании геометрических преобразований ориентировочно будут?.
Обжатия по крайним точкам квадрата в овальном калибре на основании геометрических преобразований ориентировочно будут?.
Как видно, эти абсолютные обжатия меньше чем абсолютные обжатия в 13-м калибре и, следовательно, при одинаковом номинальном диаметре валков и том же материале проверка на допустимые условия захвата не требуется.
С учетом изложенного, построение и общий вид подготовительного калибра в 10-й клети (перед прокаткой-разделением) может быть представлен на рис.19.
 Рис.19.
Рис.19.
Некоторые размеры калибра можно определить следующим образом: принимаем на основании существующих калибровок при прокатке-разделении длину перемычки-
радиус закругления вершины квадратного калибра в этой клети
Величина может быть определена согласно рис.17 по формуле
Высота раската, выходящая из калибра 10-й клети
Расстояние между осями ручьев в калибре 10-й клети - , определяется как
Величина зазора по буртам калибра в 10-й клети принимается мм.
Площадь раската, выходящая из калибра 10-й клети, может быть определена согласно рис.17, как
Подставляя значения указанных параметров получим
Площадь не разделенного раската в калибре 11-й клети равна удвоенной площади диагонального квадратного раската, т.е.
И тогда, коэффициент вытяжки в калибре 11-й клети определяется как
 Теоретическая ширина раската, выходящая из 11-й клети
Теоретическая ширина раската, выходящая из 11-й клети
Теоретическая ширина раската, выходящая из 10-й клети (при радиусе закругления у бурта =5)
Для проверки на захват поступающего в калибр 11-й клети раската, необходимо провести расчет абсолютного обжатия в характерных точках калибра и сравнить с допускаемыми данными.
Так, величина абсолютного обжатия в районе перемычки двухниточного раската будет
а в районе разрыва осей ручьев составит
легированный сталь прокат литейный модуль
Итак, как видно, здесь требует проверки на условие захвата район перемычки раската.
Угол захвата в районе перемычки при прокатке в калибре 11-й клети может быть определен как
где: Д -номинальный диаметр валков в 11-й клети (Д = 33мм).
Допускаемый угол захвата в этом калибре можно определить по методике М.С. Мутьева и П.Л. Клименко , для этого необходима скорость прокатки в этой клети, которая будет
 5.67 м/с, (45)
5.67 м/с, (45)
и тогда максимальный допускаемый угол захвата определяется по формуле (t = 980?)
Поскольку, условия захвата в 11-м разделительном калибре выполняются.
Калибр в 9-ой клети промежуточной группы клетей, расположен в вертикальных валках и может в большой степени напоминатьдиагональный квадратный калибр, но имеет свои особенности. Он предназначен для прокатки ромбического раската и в районе разъема имеет более стесненную форму чем обычный диагональный калибр. Прокатака в этом калибре предусматривает деформационную проработку будущих боковых горизонтальных частей двухниточного проката, который будет подвергаться прокатке-разделению. С учетом изложенного построение и общий вид этого подготовительного калибра в 9-клети может быть представлен на рис.20.
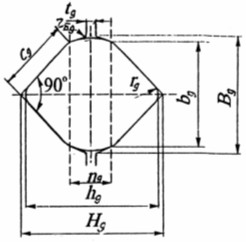 Рис.20.
Рис.20.
Для определения ряда параметров калибра используем некоторые эмперические зависимости, полученные в аналогичных калибровках при прокатке-разделении .
Так, сторона квадрата как и для 10-го калибра может быть определена как
Величина, представляющую среднюю часть калибра рекомендуется брать как 40% от диагональной части калибра.
Уклон буртов в средней части калибра на основании практических данных берем в пределах 25%, это позволяет получить максимальную ширину раската.
Ширина диагональной квадратной части калибра будет
На основании практических данных калибровок по прокатке-разделению принимаем радиусы закруглений у вершин калибров и у буртов одинаковыми и равными 5мм, т.е. мм.
Толщина калибра 9-й клети будет
Толщина раската, выходящего из калибра 9-й клети
Также на основании практических данных величину зазора по буртам калибра принимаем 5мм, т.е. мм.
Площадь раската, выходящего из 9-й клети может быть определена как
и тогда, подставляя значения указанных параметров, получим
Коэффициент вытяжки в калибре 10- клети определяется как
 Для проверки на захват, поступающего в калибр 10-й клети раската, необходимо провести расчет абсолютного обжатия в этой клети.
Для проверки на захват, поступающего в калибр 10-й клети раската, необходимо провести расчет абсолютного обжатия в этой клети.
Так как формы калибров 9-й и 10-й клети сильно различаются по конфигурации, то заменем их площадь приведенной (прямоугольной формы), где ширина полосы будет равна ширине раската, а толщина приведенной полосы может определена

 Приведенная величина абсолютного обжатия будет
Приведенная величина абсолютного обжатия будет
Приведенная величина угла захвата в калибре 10-й клети будет
Как видно приведенный угол захвата значительно меньше ранее подсчитанных максимальных значений для подобных условий и, следовательно, условие захвата должно выполняться.
Наиболее целесообразной формой калибра 8-клети является ромбический калибр, расположенный в горизонтальных валках. Построение и общий вид этого калибра представлено на рис.21.
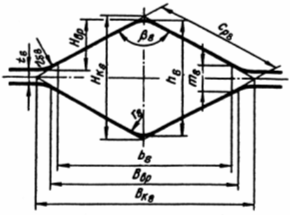 Рис.21.
Рис.21.
Размеры и ромбического калибра определяют в процессе расчета калибровки с учетом заданной величины коэффициента вытяжки в калибре, правильного заполнения калибра, а также с учетом получения размеров сечения, удовлетворяющих условиям прокатки в следующем калибре.
На практике используются ромбические калибры, характеризующиеся величиной.
Для предотвращения образования в зазорах калибра «лампасов» рекомендуется принимать степень заполнения калибров
Определяем максимально допустимый угол захвата в этом калибре по формуле М.С.Мутьева и П.Л.Клименко , если v=3.9м/с- t=990? и валки стальные по формуле , при v=2-4м/с
и тогда величина максимального абсолютного обжатия будет
При прокатке ромбической заготовки в квадратном калибре (условно можно считать прокатку ромбического раската в 9-м калибре). Сторона приведенного квадрата может быть определена как
Возможная ширина раската, выходящая из ромбического калибра 8-й клети будет
Принимаем коэффициент вытяжки в 9-м калибре, можно вычислить площадь раската в 8-м калибре как
И тогда, толщина раската, выходящая из ромбического калибра 8-й клети будет
 Уширение ромбической полосы в квадратном калибре, если сторона квадратного (диагонального) калибра >30мм определяется по следующей формуле .
Уширение ромбической полосы в квадратном калибре, если сторона квадратного (диагонального) калибра >30мм определяется по следующей формуле .
и тогда, подставляя значения получим
С учетом уширеня ширина раската в 9-м калибре должна быть
и как видно такой раскат из ромбического калибра в квадратном может быть прокатан без переполнения калибра, т.к. и как видно.
Остальные размеры ромбического калибра определяются из следующих эмперических рекомендаций
Отношение диагоналей в калибре расчетное
 Величину зазора у разъема калибра принимаем равным 5мм, т.е. .
Величину зазора у разъема калибра принимаем равным 5мм, т.е. .
Теоретическая высота ромбического калибра - может быть определена по формуле
Притупление - ромбической полосы у разъема калибра определяется как
Теоретическая ширина ромбического калибра - определяется как
Угол при вершине - в может быть определен как
Откуда (74)
в = 2 arctg1.98 = 126.4°
Сторона ромба - определяется как
В черновой группе клетей, состоящей из 6 - ти рабочих клетей дуо с чередующимися горизонтальными и вертикальными валками прокатка круглой заготовки диаметром 80мм, постапающая из обжимной косовалковой планетарной клети прокатывается по системе вытяжных калибров овал-ребровой овал. Эта система получила широкое распространение при прокатке на непрерывных станах круглой стали повышенной точности из легированных и высокопрочных сталей .
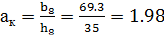
В 7-й клети черновой группы калибр представляет ребровой овал, распологающийся в вертикальных валках. Построение и общий вид этого калибра представлены на рис.22.
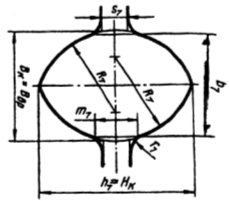 Рис.22.
Рис.22.
Коэффициент вытяжки в ромбическом калибре 8-й клети раската в виде ребрового овала на основании практических данных можно рекомендовать в пределах 1.2-1.4. И тогда, площадь раската, выходящая из калибра в виде ребрового овала в 7-й клети будет
Суммарный коэффициент вытяжки в черновой группе клетей будет
где - площадь круглого раската, выходящего из обжимной планетарной клети, .
Ранее на основании практических зарубежных данных было показано, что с учетом деформации в планетарной клети непрерывно-литых заготовок диаметром 200мм, оптимальным по кинематическим зависимостям раскат, выходящий из этой клети должен иметь круглое сечение диаметром 80мм.
 Средний коэффициент вытяжки в этой системе калибров будет
Средний коэффициент вытяжки в этой системе калибров будет
Обычно, как показывает практика , в ребровом овальном калибре вытяжка находится в пределах, а в овальных калибрах вытяжка обычно выше. И тогда, принимая вытяжку в ребровых овальных калибрах, вытяжку в овальных калибрах рекомендуется рассчитывать по формуле
Во 2-й клети круг должен прокатываться в овальном калибре, что приводит к уменьшению коэффициента вытяжки и тогда
При отношении раскат становится неустойчивым при прокатке в ребровом овальном калибре. Обычно используют овалы с соотношением. В ребровых овальных калибрах соотношение между высотой и шириной калибра составляет
Определим допустимый угол захвата в ромбическом калибре 8-клети, если v =3.4 м/с- t = 995? и валки чугунные, по формуле в диапазоне v = 2-4м/с.
И тогда, величина максимального абсолютного обжатия при, будет
Толщина раската, выходящего из 7-й клети будет и определяется как
Ширина раската, выходящего из 7-й клети будет и определяется как
Величину радиуса овала определяют по формуле
Закругление бурта выполняют радиусом
Величину зазора принимаем
Величину притупления овала при определяем равной величине зазора т.е. мм.
Общая схема расположения вытяжных калибров черновой группы клетей стана представлена на рис.23.
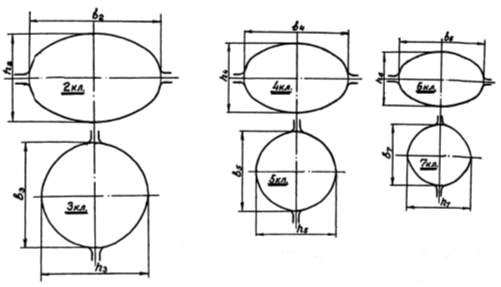 Рис.23.
Рис.23.
Итак, как видно, в 6-й клети калибр выполняется овальным и распологается в горизонтальных валках.
Площадь овала этого калибра определяется как
Овальный калибр выполняется однорадиусным и схематично ничем не отличается от ранее рассмотренного овального калибра в читовой группе клетей (см. рис.15).
Высота овального калибра
где - уширение овальной полосы в ребровом овальном калибре, рекомендуется определять по формуле
 где Д - диаметр валков, равный 420мм
где Д - диаметр валков, равный 420мм
Ширина раската, выходящая из овального калибра
Как известно, площадь овального калибра представляет собой
Формулу (93) можно представить в виде квадратного уравнения, решение которого позволяет определить
после раскрытия скобок получим
И тогда, абсолютное обжатие в ребровом овальном калибре 7-й клети будет мм.
Определим допустимый угол захвата в ребровом овале 7-й клети, если v =2.8м/с- t = 1000? и валки стальные и тогда, по формуле в диапазоне 2-4 м/с допустимый угол захвата будет
И тогда, величина максимального допустимого обжатия при.
Как видно условия захвата выполняются, а уширение будет.
Окончательно размеры овала в калибре 6-й клети будут
Остальные размеры овального калибра будут: радиус ручьев определяется как
Зазор S по буртам калибра будет
Радиус закруглений углов
Как видно из рис.23 в 5-й клети калибр представляет ребровой овал и распологается в вертикальных валках.
Калибровка валков в парах калибров 4 и5-ой клетей, 2 и 3-ей клетей производится аналогично приведенным расчетам калибровки калибров 6 и 7 клетей и, согласно общей схеме расположения калибров (см.рис.23) во 2-ой клети калибр выполняется в виде однорадиусного овала и располагается в горизонтальных валках. В этом калибре предполагается прокатка круглого профиля диаметром 80мм, поступающего из обжимной планетарной 3-х валковой клети с косым расположением валков.
Коэффициент вытяжки в овальном калибре 2-й клети составит
 Где - площадь сечения круглого раската (диаметром 80мм), поступающего из обжимной планетарной клети.
Где - площадь сечения круглого раската (диаметром 80мм), поступающего из обжимной планетарной клети.
Абсолютное обжатие по вершинам в овальном калибре 2-клети будет
Среднее абсолютное обжатие при прокатке круга в овальном калибре 2-й клети будет
При прокатке круглой заготовки в овальном калибре уширение можно определить про приближенной формуле
Возможная ширина раската в овальном калибре 2-й клети будет
что как видно несколько меньше и, следовательно переполнения калибра не будет.
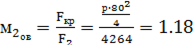
Калибровка обжимной косовалковой планетарной клети заключается в установке наклонных конических валков, которые при вращении вокруг своей оси и планетарном движении должны образовывать просвет с необходимым вписанным кругом (в рассматриваемом случае диаметром 80 мм) на выходе раската из валков, и аналогично с необходимым вписанным кругом (диаметром 200мм) на входе заготовки в валки. В задачу калибровки валков входит определение длины очага деформации, которая определяется конической частью валка, углом наклона валков, диаметром валков.
Общая схема очага деформации с указанием необходимых для осуществления прокатки рассматриваемой заготовки, параметров калибровки наклонных конических валков, представлена на рис.24.
Определение указанных на схеме параметров и представляет собой задачу калибровки валков обжимной косовалковой планетарной клети.
 Рис.24.
Рис.24.
Размеры представленные на рис.22, характеризуют следующие параметры:
Расстояние от оси прокатки в точке скрещивания-
То же, но суммарное по оси валка-
и - соответственно радиусы заготовки и проката-
Угол наклона образующей конуса очага деформации-
Угол наклона образующей поверхности валка-
Ш - угол скрещивания валка с осью прокатки-
Соответственно радиусы валка на пережиме, калибрующем участке и максимальный (на входе заготовки)-
А - тангенсиальное смещение валка (на рисунке не показано).
На основании практических данных, полученных из условий конструирования и опыта работы подобных станов рекомендуется выбирать некоторые элементы и параметры калибровки валков в таких пределах:
(т.е диаметр валка в пережиме)-
(т.е макимальный диаметр валка)-
Ш = 45-60° (т.е угол скрещивания берем ш = 55°)-
угол между линией центров вала-заготовки и линией проекции валка щ = 45°.
Коэффициент вытяжки в 1-й клети
 Остальные два рабочих валка обжимной клети имеют те же размеры, которые были представлениы выше для расчитываемого валка.
Остальные два рабочих валка обжимной клети имеют те же размеры, которые были представлениы выше для расчитываемого валка.
В расчетах калибровки были использованы параметры скорости раската и температуры по клетям.
Так, скорости по выходу из клетей рассчитывались по формуле
И тогда, принимая скорость готового раската (в виде круга диаметром 18мм) из последней клети стана 8 м/с получим:










 Скорость входа заготовки в 1-ю (планетарную) клеть будет или примерно 7.9м/мин.
Скорость входа заготовки в 1-ю (планетарную) клеть будет или примерно 7.9м/мин.
Общее изменение температуры металла при прокатке может быть определено по формуле
Где и - понижение температуры металла вследствие отдачи теплоты излучением и конвекцией в окружающую среду-
Понижение температуры металла вследствие отдачи теплоты теплопроводностью при контакте с валками, проводками, роликами рольгангов-
Повышение температуры металла вследствие перехода механической энергии деформации в теплоту.
И тогда, на основе использования метода, изменение температуры раската за время прокатки в калибре и перемещения к следующему калибру составит
 Где - температура раската перед входом в рассматриваемый калибр, ?-
Где - температура раската перед входом в рассматриваемый калибр, ?-
П - периметр поперечного сечения раската после прохода, мм-
F - площадь поперечного сечения раската после прохода, -
ф - время охлаждения раската, с-
Повышение температуры металла в калибре, ? и определяется по формуле
р - сопротивление металла пластической деформации, МПА-
м - коэффициент вытяжки.
Так, например, изменение температуры металла за время движения заготовки от нагревательной печи до 1-ой клети стана по формуле (200) составит (если температура нагрева заготовки, ф=, П=п 200=628мм, F=31416)
Повышение температуры металла в 1-ой (планетарной) клети за счет интенсивной деформации можно определить по формуле (201) принимая р=100МПА и и тогда
Окончательно температура металла после прокатки в каждой клети с учетом изменения температур раската, рассчитанных по формулам (107) и (108) и внесенных практических поправок составит: и
Основные размеры раската и параметры калибровки при прокатке круга диаметром 18мм из заготовки диаметром 200мм по клетям стана приведены в таблице 3.
Таблица 3. Основные калибровки по проходам при прокатке круга?18мм из заготовки?200мм.
|
| № прохо-да |
Вид калибра |
Расположение валков |
Размера раската |
Обжатие, мм |
Ушире-ние, |
Площадь калибра, F, мм |
Коэф. Вытяжки, м |
Тем-ра раската, t,? |
Скорость прокатки v, м/с |
Примечание |
| Толщи-на, h |
|
|
|
|
|
|
|
|
|
|
|
|
|
| Начальные условия: |
|
|
|
Тем-ра нагрева |
|
3-х валковый |
Наклонные |
|
|
|
|
|
|
Косовалк. Планет. Клеть. |
|
Однорадиусный овал |
Горизонтальное |
|
|
|
|
|
|
|
|
|
Ребровой овал |
Вертикальное |
|
|
|
|
|
|
|
|
|
Однорадиусный овал |
Горизонтальное |
|
|
|
|
|
|
|
|
|
Ребровой овал |
Вертикальное |
|
|
|
|
|
|
|
|
|
Однорадиусный овал |
Горизонтальное |
|
|
|
|
|
|
|
|
|
Ребровой овал |
вертикальное |
|
|
|
|
|
|
|
|
|
|
Горизонтальное |
|
|
|
|
|
|
|
|
|
Диагон. квадратн. типа |
Вертикальное |
|
|
|
|
|
|
|
|
|
Сдвоенный диагон. квадр. типа |
Горизонтальное |
|
|
|
|
|
|
|
|
|
Сдвоенный диагональный квадратн. |
Горизонтальное |
|
|
|
|
|
|
|
|
Разделение раската в калибре |
|
Однорадиусный овал |
Вертикальное |
|
|
|
|
|
|
|
|
Кантовка на 45° |
|
|
Горизонтальное |
|
|
|
|
|
|
|
|
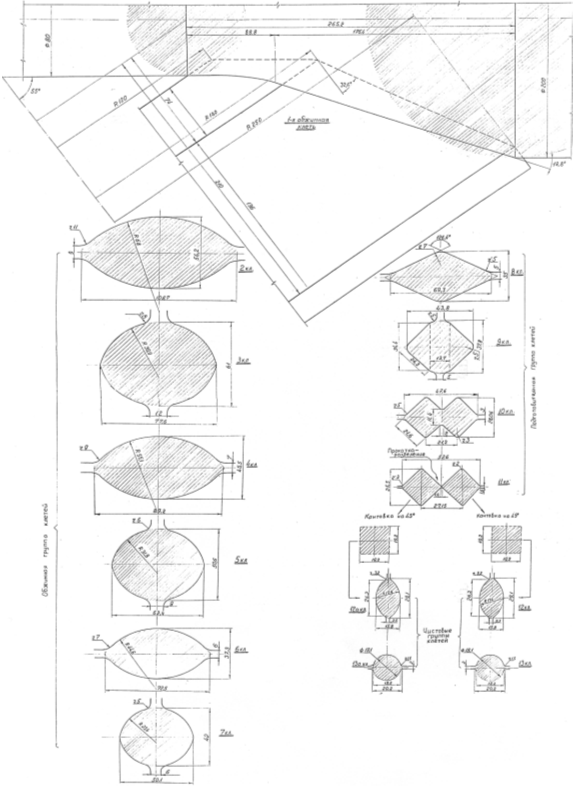
Расчетные схемы калибров валков по всем клетям стана при прокатке круга?18мм из непрерывнолитой заготовки?200мм приведены на рис. 25.
 Калибровка профилей и валков, предназначенных дляпрокатки круглой и квадратной стали
Калибровка профилей и валков, предназначенных дляпрокатки круглой и квадратной стали
К горячекатаной круглой стали согласно ГОСТ 2590-71относят профили, имеющие в поперечном сечении форму круга диаметром от 5 до 250 мм.
В общем случае схема калибровки круглой стали может бытьразделена на две части: первая представляет собой калибровку для черновых исредних групп клетей и удовлетворяет ряду профилей, являясь в этом смыслеобщей для нескольких конечных профилей различного сечения (квадратной,полосовой, шестиугольной и др.), а вторая предназначена как определеннаясистема для последних трех - четырех клетей и свойственна только данномупрофилю круглой стали. В черновых и средних группах клетей могут применятьсясистемы калибров: прямоугольник - ящичный квадрат, шестиугольник - квадрат,овал - квадрат, овал - вертикальный овал.
Для последних трех - четырех профилирующих клетей системакалибров также не является постоянной. Определенная закономерностьнаблюдается только в последних двух клетях: чистовая имеет круглый калибр, предчистовая- овальный, калибр третьей клети от конца прокатки может быть различнойформы, от которой и зависит система калибровки.
Общие схемы калибров последних четырех проходов припрокатке круглой стали. Из этих схем следует, что в качестве предчистовыхприменяют овальные калибры двух форм: однорадиус- ные и с закруглениемпрямоугольников - так называемые «плоские» калибры. Первую схему используютпри прокатке круглой стали большинства профилеразмеров, вторую - главным образомдля круглой стали больших диаметров и арматурной стали.
По первой общей схеме прокатки можно отметить семь типовкалибров, применяемых в предовальной клети. По второй общей схеме наибольшееприменение нашли калибры только двух видов: ящичный квадрат 1 и квадрат 3,врезаемый на бочке валка при расположении по диагонали.
Системы и форма калибров, применяемых для черновых исредних групп клетей, могут быть весьма разнообразными и зависеть от рядафакторов, главные из которых-тип стана и конструкция его основного ивспомогательного оборудования.
В настоящее время существует ряд приемов построениячистового калибра для круглой стали: очерчивание калибра двумя радиусами изразных центров- снятие фасок у разъемов валков с целью предотвращения лампасамалой толщины подрезов раската буртами калибра- образование выпускаочертанием калибра по разъему и т.д. Практика показывает, что чистовойкалибр, очерченный одним радиусом и имеющий лишь один размер - внутреннийдиаметр, не удовлетворяет требованиям получения геометрически правильногокачественного профиля, особенно профиля большого диаметра. Как правило, втаком калибре, даже при самом незначительном изменении технологическихусловий (понижении температуры прокатки, выработке валков предчистовогокалибра, увеличении высоты овала и др.) ручьи переполняются металлом.Получение профиля в соответствии с формой чистового калибра требуетпостоянного контроля размеров предчистового овального раската. В случаяхпереполнения калибра не всегда удается выдержать диаметр профиля, даже в пределахплюсового допуска.
В целях устранения отмеченных недостатков рекомендуетсядля профиля круглой стали конструировать чистовой калибр с развалом(выпуском), т. е. предусматривать несколько больший горизонтальный диаметр посравнению с вертикальным. Это необходимо также в связи с тем, что раскатовального сечения, поступающий в чистовой калибр, имеет пониженнуютемпературу в местах по концам большой оси и тепловая усадка готового профиляпри охлаждении в направлении горизонтального диаметра несколько больше, чем внаправлении вертикального диаметра. Интенсивный износ чистового калибракруглой стали по вертикали вследствие большего обжатия также способствуетпревышению размера на 1-1,5% горизонтального диаметра над вертикальным.
Круглую сталь на отечественных заводах стремятсяпрокатывать по минусовым допускам.
Определение размера горизонтального диаметра по разъемучистового калибра рекомендуется по аналитически выведенным уравнениям (Н. В.Литовченко) с учетом размеров диаметров профиля.








Добавить комментарий